- 熱門產品:

品質保證
-
優秀銷售團隊提供7x24小時在線服務

-
質量穩定:實行全程過程監控全方位檢測

-
價格合理:高效內部成本控制,讓利于客戶

-
交貨快捷:采用先進生產工藝,縮短了交貨期

您現在的位置:首頁 > 新聞 > 技術文章
關于壓鑄件的設計和常見問題及解決方式大全
發布于:2019/7/11 10:20:07 點擊量:155
一、壓鑄件的設計涉及四個方面的內容:
a、即壓力鑄造對零件形狀結構的要求;
b、壓鑄件的工藝性能;
c、壓鑄件的尺寸精度及表面要求;
d、壓鑄件分型面的確定;
壓鑄件的零件設計是壓鑄生產技術中的重要部分,設計時必須考慮以下問題:模具分型面的選擇、澆口的開設、頂桿位置的選擇、鑄件的收縮、鑄件的尺寸精度保證、鑄件內部缺陷的防范、鑄孔的有關要求、收縮變形的有關要求以及加工余量的大小等方面;
二、壓鑄件的設計原則是:
a、正確選擇壓鑄件的材料,
b、合理確定壓鑄件的尺寸精度;
c、盡量使壁厚分布均勻;
d、各轉角處增加工藝園角,避免尖角。
三、壓鑄件按使用要求可分為兩大類:
一類承受較大載荷的零件或有較高相對運動速度的零件,檢查的項目有尺寸、表面質量、化學成分、力學性能(抗拉強度、伸長率、硬度);另一類為其它零件,檢查的項目有尺寸、表面質量及化學成分。 在設計壓鑄件時,還應該注意零件應滿足壓鑄的工藝要求。壓鑄的工藝性從分型面的位置、頂面推桿的位置、鑄孔的有關要求、收縮變形的有關要求以及加工余量的大小等方面考慮。合理確定壓鑄面的分型面,不但能簡化壓鑄型的結構,還能保證鑄件的質量。
壓鑄件零件設計的要求
一、壓鑄件的形狀結構要求:
a、消除內部側凹;
b、避免或減少抽芯部位;
c、避免型芯交叉; 合理的壓鑄件結構不僅能簡化壓鑄型的結構,降低制造成本,同時也改善鑄件質量,
二、鑄件設計的壁厚要求:
壓鑄件壁厚度(通常稱壁厚)是壓鑄工藝中一個具有特殊意義的因素,壁厚與整個工藝規范有著密切關系,如填充時間的計算、內澆口速度的選擇、凝固時間的計算、模具溫度梯度的分析、壓力(最終比壓)的作用、留模時間的長短、鑄件頂出溫度的高低及操作效率;
a、零件壁厚偏厚會使壓鑄件的力學性能明顯下降,薄壁鑄件致密性好,相對提高了鑄件強度及耐壓性;
b、鑄件壁厚不能太薄,太薄會造成鋁液填充不良,成型困難,使鋁合金熔接不好,鑄件表面易產生冷隔等缺陷,并給壓鑄工藝帶來困難; 壓鑄件隨壁厚的增加,其內部氣孔、縮孔等缺陷增加,故在保證鑄件有足夠強度和剛度的前提下,應盡量減小鑄件壁厚并保持截面的厚薄均勻一致,為了避免縮松等缺陷,對鑄件的厚壁處應減厚(減料),增加筋;對于大面積的平板類厚壁鑄件,設置筋以減少鑄件壁厚; 根據壓鑄件的表面積,鋁合金壓鑄件的合理壁厚如下:
三、鑄件設計筋的要求:
筋的作用是壁厚改薄后,用以提高零件的強度和剛性,防止減少鑄件收縮變形,以及避免工件從模具內頂出時發生變形,填充時用以作用輔助回路(金屬流動的通路),壓鑄件筋的厚度應小于所在壁的厚度,一般取該處的厚度的2/3~3/4;
四、鑄件設計的圓角要求:
壓鑄件上凡是壁與壁的連接,不論直角、銳角或鈍角、盲孔和凹槽的根部,都應設計成圓角,只有當預計確定為分型面的部位上,才不采用圓角連接,其余部位一般必須為圓角,圓角不宜過大或過小,過小壓鑄件易產生裂紋,過大易產生疏松縮孔,壓鑄件圓角一般取:1/2壁厚≤R≤壁厚; 圓角的作用是有助于金屬的流動,減少渦流或湍流;避免零件上因有圓角的存在而產生應力集中而導致開裂;當零件要進行電鍍或涂覆時,圓角可獲得均勻鍍層,防止尖角處沉積;可以延長壓鑄模的使用壽命,不致因模具型腔尖角的存在而導致崩角或開裂;
五、壓鑄件設計的鑄造斜度要求:
斜度作用是減少鑄件與模具型腔的摩擦,容易取出鑄件;保證鑄件表面不拉傷;延長壓鑄模使用壽命,鋁合金壓鑄件一般最小鑄造斜度如下:
鋁鑄件缺陷及分析
一 氧化夾渣缺陷
特征:氧化夾渣多分布在鑄件的上表面,在鑄型不通氣的轉角部位。斷口多呈灰白色或黃色,經x光透視或在機械加工時發現,也可在堿洗、酸洗或陽極化時發現產生原因:
1.爐料不清潔,回爐料使用量過多
2.澆注系統設計不良
3.合金液中的熔渣未清除干凈
4.澆注操作不當,帶入夾渣
5.精煉變質處理后靜置時間不夠防止方法: 1.爐料應經過吹砂,回爐料的使用量適當降低 2.改進澆注系統設計,提高其擋渣能力 3.采用適當的熔劑去渣 4.澆注時應當平穩并應注意擋渣 5.精煉后澆注前合金液應靜置一定時間
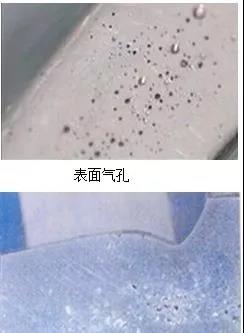
二 氣孔
氣泡缺陷特征:鑄件壁內氣孔一般呈圓形或橢圓形,具有光滑的表面,一般是發亮的氧化皮,有時呈油黃色。 表面氣孔、氣泡可通過噴砂發現, 內部氣孔 氣泡可通過X光透視或機械加工發現氣孔 氣泡在X光底片上呈黑色。
產生原因:
1.澆注合金不平穩,卷入氣體
2.型(芯)砂中混入有機雜質(如煤屑、草根 馬糞等)
3.鑄型和砂芯通氣不良
4.冷鐵表面有縮孔
5.澆注系統設計不良。
防止方法 :
1.正確掌握澆注速度,避免卷入氣體。
2.型(芯)砂中不得混入有機雜質以減少造型材料的發氣量
3.改善(芯)砂的排氣能力
4.正確選用及處理冷鐵
5.改進澆注系統設計
三 縮松缺陷
特征:鋁鑄件縮松一般產生在內澆道附近飛冒口根部厚大部位、壁的厚薄轉接處和具有大平面的薄壁處。在鑄態時斷口為灰色,淺黃色經熱處理后為灰白淺黃或灰黑色在x光底片上呈云霧狀嚴重的呈絲狀縮松可通過X光、熒光低倍 斷口等檢查方法發現。
產生原因:
1.冒口補縮作用差
2.爐料含氣量太多
3.內澆道附近過熱
4.砂型水分過多,砂芯未烘干
5.合金晶粒粗大
6.鑄件在鑄型中的位置不當
7.澆注溫度過高,澆注速度太快。
防止方法:
1.從冒口補澆金屬液,改進冒口設計
2.爐料應清潔無腐蝕
3.鑄件縮松處設置冒口,安放冷鐵或冷鐵與冒口聯用
4.控制型砂水分,和砂芯干燥
5.采取細化品粒的措施
6.改進鑄件在鑄型中的位置降低澆注溫度和澆注速度
四 裂紋缺陷
特征 :
1.鑄造裂紋。沿晶界發展,常伴有偏析,是一種在較高溫度下形成的裂紋在體積收縮較大的合金和形狀較復雜的鑄件容易出現
2.熱處理裂紋:由于熱處理過燒或過熱引起,常呈穿晶裂紋。常在產生應力和熱膨張系數較大的合金冷卻過劇。或存在其他冶金缺陷時產生。
產生原因:
1.鑄件結構設計不合理,有尖角,壁的厚薄變化過于懸殊
2.砂型(芯)退讓性不良
3.鑄型局部過熱
4.澆注溫度過高
5.自鑄型中取出鑄件過早
6.熱處理過熱或過燒,冷卻速度過激
防止方法:
1.改進鑄件結構設計,避免尖角,壁厚力求均勻,圓滑過渡
2.采取增大砂型(芯)退讓性的措施
3.保證鑄件各部分同時凝固或順序凝固,改進澆注系統設計
4.適當降低澆注溫度
5.控制鑄型冷卻出型時間。
6.鑄件變形時采用熱校正法。
7.正確控制熱處理溫度,降低淬火冷卻速度。
本文鏈接:http://m.yifanyoga.com/news/detail/20190711102007.html